
Bugün, su temini ve ısıtma sistemlerini tamir ederken, metal borular yerine polipropilen analogları ile kuruluyorlar. Bunun nedeni, malzemenin dayanıklılığı, hafifliği ve kolay bakımının yanı sıra, montajı kendi başına hızlı ve güvenilir bir şekilde gerçekleştirme yeteneğidir.

Sert lehim polipropilen boruların özgüllüğü
Polipropilen boruların lehimlenmesi prensibi, malzemenin termoplastikliğine dayanmaktadır. + 200 ℃ üzerindeki sıcaklıkların etkisi altındaki polimer hızla yumuşar, ayrıca normal koşullar altında sertleşmesi birkaç saniye sürer. Boşlukların erimiş kenarlarının teması sırasında, sonucu elementlerin monolitik bir bağlantısı olan bir polifüzyon işlemi meydana gelir. Boruların uç kısımlarındaki termal etki, malzemenin kalite özelliklerinde değişikliğe yol açmaz.
Diğer bir seçenek, polipropilenin aktif bileşenlerle (organik çözücüler) kimyasal reaksiyonu nedeniyle benzer bir işleme neden olan özel sıvıların kullanımını içerir. Başka bir deyişle bu yaklaşıma “soğuk kaynak” denir. Bu polipropilen boruları kendi ellerinizle lehimleme teknolojisinin uygulanması kolaydır, ancak uygulamada, polifüzyona kıyasla nispeten düşük popülaritesine yansıyan sınırlamaları vardır.

Polipropilen boruları birleştirme yöntemleri
Boru hattının polipropilen boşluklardan montajı iki şekilde gerçekleştirilir: doğrudan ve çeşitli amaçlar için ek bağlantı elemanları vasıtasıyla. İlk seçenek, ürünler oldukça kalın duvarlara sahip olduğundan, çapı 40-63 mm'yi aşan elemanlar için geçerlidir. Burada birkaç koşulu gözlemlemek önemlidir:
- kesitte aynı boyutlar, kalınlık;
- uç kenarların tam tesadüfü;
- sıkı hizalama.

Soket kaynağı yöntemi, dış çapı 16 ila 40-63 mm olan ince duvarlı (4.5-5 mm'ye kadar) ürünler için kullanılır. Bu tür boşluklar, konut sektöründe bir su temini ve ısıtma sisteminin montajı ile ilgilidir. Burada otoyolların montajı için branşman borularından biri veya tamamı termoplastik polimerden yapılmış ek bağlantı parçaları kullanılır. Kullanılan parçaların iç ve dış çaplarının birbirine yakın değerlerde olması gerektiğini, ancak ikinci boyut lehine yukarı doğru farklılık gösterdiğini belirtmekte fayda var.
Kaplinler, amaçlarına göre birkaç ana gruba ayrılır:
- boyuta göre adaptörler;
- farklı açılarda konektörler;
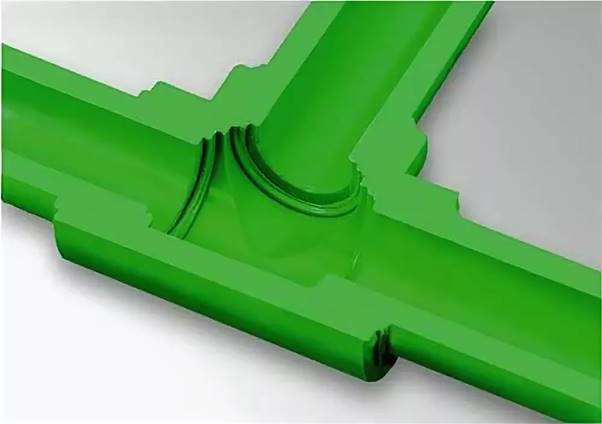
- bir kanaldan birkaç kanala kadar ayırıcılar;
- katlanabilir düzeneklerin oluşumu için dişli uçlu elemanlar;
- musluklar, vanalar.

Polipropilen boruların ulaşılması zor yerlerde lehimlenmesi ve genel olarak kuplaj teknolojisi kullanılarak ev ustaları için mevcut olan kompakt ekipman kullanılır. Burada kaynağın özü, iş parçalarının ek bir konektöre yerleştirilmesidir. Doğrudan (docking) yöntemle karşılaştırıldığında, uygulanması daha kolaydır, bu nedenle genellikle profesyonel yardımın katılımı olmadan gerçekleştirilir.
Kurulum işi için gerekenler
Polipropilen borularla çalışmak, boşlukların kesilmesi, uç kenarların kurulum için hazırlanması, elemanların ısıl işlemi ve bir derz oluşturulmasından oluşur. Projenin uygulanması, küçük bir lehimleme aleti cephaneliği gerektirir:
- ölçüm aletleri, tezgah karesi ve işaretleme malzemeleri (kalem, işaretleyici);
- makaralı boru kesici veya özel makas;
- yağ çözücü ile bezler;
- belirli polipropilen boruları lehimlemek için aparat;
- kaymaz kaplamalı kalın eldivenler.

Kesici alet rahat ve kullanılabilir olmalıdır. Bıçak kusurları, bileme açısından kontrol edilir. Mümkünse eksiklikler giderilir, değilse yeni makaslar alınır. Temiz ve eşit olması gereken kesimin kareliğini takip etmek de önemlidir. Bu tür gereksinimler, bir demir testeresi bıçağı (testere, dekupaj testeresi) veya bir öğütücü kullanımını içermez.

Polipropilen boşluklar arasında sıkı ve güvenilir bir bağlantı sağlamak için çalışma kenarlarını hazırlamak gerekir. İşlem toz, kir, çapak, nem ve yüzeylerin yağdan arındırılmasını içerir. Bunu yapmak için hazır bir genel yapı bileşiği veya alkol (etil, izopropil) kullanabilirsiniz.
Büyük çaplı borulara sahip büyük ölçekli projeler için mekanik, elektro-hidrolik ekipman kullanılmaktadır. Bu tür cihazların bileşimi bir yatak, bir kontrol ünitesi, contalı kavrayıcılar, bir yüzey, bir disk ısıtma elemanı, bir dinamometre içerir. Polimer boşlukların konumunun sabitlenmesi, yer değiştirmesi ve ayarlanması, hareketli merkezleyiciler tarafından gerçekleştirilir. Bir kol vasıtasıyla manuel olarak çalıştırılırlar. Başka bir seçenek hidrolik tahriktir.

Küçük çaplı ve kalınlıktaki borularla çalışmak için kaynak makinesi, yapısal olarak bir stand, bir tutamak, bir ayar ünitesi, daraltılmış bir plaka (ksifoid) veya bir pim şeklinde bir ısıtma elemanı (silindirik). İkincisine çeşitli çaplarda özel ataşmanlar (manşon-mandrel) eklenir. Kural olarak, farklı büyüklükteki kanallardan hatların sürekli kurulumunu gerçekleştirmek için aynı anda birkaç çıkarılabilir dişlinin (deliklerin altında veya kelepçeler şeklinde) takılmasına izin verilir. Parçaları sabitlemek için bir altıgen anahtar dahildir.

Polipropilen borular nasıl lehimlenir
Ürünler üzerinde termal etki yoluyla herhangi bir polipropilen borunun lehimlenmesine ilişkin talimatlar, standartlaştırılmış veya üretici tarafından önerilen zaman aralıklarına uygun olduğunu varsayar. Isıtmayı ve hattın elemanları arasında bir düğüm bağlantısının oluşumunu kapsarlar. İşlem, kullanılan ekipmana ve boru hattı elemanlarının boyutuna bağlı olarak farklı şekillerde gerçekleştirilir.
Polipropilen boruların kaynaklanması için genel teknolojik yöntemler
Büyük çaplı polipropilen borular nasıl düzgün şekilde lehimlenir? Alın kaynak işlemi iki aşamadan oluşur. İş parçaları önceden belirlenmiş bir konumda ekipmana önceden monte edilmiş ve sabitlenmiştir. Her iki parçanın kenarları aynı anda bir kaplama aleti (özel döner disk) ile işlenir. Daha sonra düz bir ısıtma elemanı ile değiştirilir. Elimine edildikten sonra belirli bir teknoloji süresinden sonra erimiş kenarlı iş parçaları polifüzyon işlemini gerçekleştirmek için birbirine bastırılır.
Soket kaynak teknolojisi, duvarların eritilmesi ve elemanların sıkıştırılması için gereken süreye dikkat etmeyi gerektirir.

Aşağıda, özellikle acemi bir usta için güvenmeye değer olan ince duvarlı polipropilen borular için lehimleme sıcaklıklarının bir tablosu bulunmaktadır.
karakteristik değer | Dış çap (mm) | ||||||
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Isıl işlem alanı (mm) | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Erime Zamanlayıcısı (sn) | 5 | 7 | 8 | 12 | 18 | 24 | |
| Düğüm ayarlama zamanlayıcısı (sn) | 4 | 6 | 8 | ||||
| Bağlantı tutma zamanlayıcısı (sn) | 6 | 10 | 20 | 30 | |||
| Polimerizasyon zamanlayıcısı (sn) | 120 | 240 | 360 |
Bağlantı, armatürün iç duvarı ve borunun dış duvarı vasıtasıyla oluşturulur. Alanlar, + 260 ℃ sıcaklığa kadar ısıtılan lehimleme ekipmanı için özel nozullar vasıtasıyla termal etkiye maruz bırakılır. Ardından, boşluklar birbirine yerleştirilir ve gereken minimum süre boyunca yerinde tutulur.
Alüminyum takviyeli borularla çalışmanın özellikleri

Polipropilen, malzemenin yüksek sıcaklıklı koşullarda kullanımını sınırlayan, göstergelerinde değişiklik gösteren sıcak genleşme özelliğine sahiptir. Dezavantaj, boruların alüminyum veya cam elyafı ile güçlendirilmesiyle düzeltildi. İlk durumda, hatların lehimlenmesi ve çalıştırılması sırasında zorluklar ortaya çıkmaz.
Metal takviye, ürünün iç kısmına veya dış kabuğun altına monte edilebilir. Alüminyum folyolu dış tabaka sert lehimlemeden önce çıkarılmalıdır. Bunun üç sebebi var:
- ek ısıtma gereklidir;
- metal-plastik boşluklar, takviyesiz veya cam elyaflı olandan daha büyük bir dış çapa sahiptir;
- alüminyum ve polimer, kaynak sırasında zayıf bir bağ oluşturur.
İşi yapmak için bir tıraş makinesi kullanılır - içinde çelik bıçaklı bir duralumin içi boş silindir. Ek olarak, kullanım kolaylığı için, çıkarılabilir bir çubuk şeklindeki tutamak yerleştirilebilir. Burada kesimin kalınlığı ve işlenen alanın derinliği ile ilgili bir sınırlama önceden sağlanır, bu nedenle parametrelerin izlenmesine gerek yoktur.

Alüminyumun taşınan sıvı ile doğrudan temasını önlemek için dahili sıyırma yapılır. Bu, elektrokimyasal süreçlerin aktivasyonuna, takviye folyosunun tahrip olmasına, boruların katmanlara ayrılmasına, kontak tertibatının basıncının düşmesine yol açabilir. Burada, iş parçalarını kaynak için hazırlamak için yüzerler kullanılır. Bu cihaz yapı olarak tıraş makinesine benzer, sadece bıçaklar iç uçta bulunur.

Negatif sıcaklık koşullarında çalışmanın özgüllüğü
Düşük sıcaklık koşullarındaki kurulum çalışmaları, iş parçalarının ısıtılması ve sabitlenmesi için önemli zaman aralıklarında değişiklikleri içerir. Ancak kurulum özellikleri bununla sınırlı değildir. Donun polimer üzerindeki etkisi, malzemenin sertliğine yansır - kırılgan hale gelir, bu da kesimi zorlaştırır, nakliye sırasında daha fazla dikkat gerektirir.
Kırılganlık sorunu ancak işin doğruluğu ile çözülür. Isıtmalı bir odada kesmek en iyisidir. İzin verilen sıcaklıkların sınır değerleri 0- + 5 ℃ aralığındadır. Daha düşük oranlar, polimerik malzemeler tarafından atlanmayan kristalizasyon süreçlerine yol açar. Bu gibi durumlarda, boruların parçalanmaya başlaması riski yüksektir.

Termal maruz kalma yönergeleri, oda koşullarına dayanmaktadır. Termometre okuması ne kadar düşükse, polipropileni ısıtmak o kadar uzun sürer. Uygulamaya dayanarak, ustalar malzemeyi önce + 20 ℃'ye getirmenizi, ardından standart bir zamanlayıcı kullanmanızı önerir. Aynı zamanda, boruların kalitesini olumsuz yönde etkileyebileceğinden, cihazı + 260 ℃ üzerinde ısıtmak mümkün değildir.
Soğukta çalışırken tüm standartların %50'ye kadar artırılması gerektiğine dair bir görüş var. Bu, taahhüt süreleri için hiç geçerli değildir. Buradaki elemanların bağlantısı, hızlı soğutma ile tam teşekküllü bir polimerizasyon işleminin mümkün olması için hızlandırılmış bir modda gerçekleştirilmelidir. Bu durumda gecikme, düğümün düşük kalitede olmasına, erken basınçsızlaştırma nedeniyle uzun sürmemesine yol açacaktır.
Hataların kaynak kalitesine etkisi
Uzmanlar, en yaygın hataların, boruların hazırlanması ve zaman standartlarına göre gereksinimlerin ihmal edilmesi olduğuna dikkat çekiyor. Yağ alma genellikle atlanır, kenarların durumuna, temizliğe ve kuruluğa dikkat edilmez. Bu tür hatalar, bağlantının sağlamlığının ihlal edilmesine yol açar.

Polipropilen boruların duvarlarının aşırı ısınması, düğüm ekleminin iç çapının daralmasına neden olur. Ayrıca aşırı sıkıştırma ile ortaya çıkar. Kural olarak, kanalı temizlemek imkansızdır. Ve böyle bir arıza, bozulmalarla birlikte, kanalın yırtılmasının veya tıkanmasının nedenidir.
Nadir durumlarda, montaj hattının erken arızalanması, üreticiye göre farklı malzemeler nedeniyle haklı çıkar. Bu, profesyonel düzenlemeden sonra bile olur. Sebebi ise her üreticinin kendi teknolojisine göre çalışması, kendi reçetesini kullanmasıdır. Sonuç olarak, borular farklı ısıtma, sabitleme ve soğutma hızlarına sahip olabilir. Bu nedenle, bir üreticiden bağlantı parçaları ile boşlukları kullanmaya değer.


